Troubleshooting
Source file: troubleshooting.htm
The following table includes a list of common engine errors that occur when submitting a job. Before contacting technical support, check this table and try the tips included in the corresponding description.
| Errors | Type | Description |
|---|---|---|
| Sequencer had to restart | Origin Solids | This error occurs when a component inside the setup causes a situation where there are no solids to mine. |
| Error on calculating dump paths | Origin Blocks/Solids | This error occurs when there is a problem with the road network. To fix it, re-enable path interpolation or fix road network path. |
| No stages available for mining | Origin Solids | This error may be fixed by checking any stage-based constraints. If not feasible, they may need relaxing. |
| Solid reference X not found in the model | Origin Blocks/Solids | This is a software error where during the upload process, the block model has been compressed to exclude the variable X. |
| Invalid recovery (Mill=>0) for block with ore tonnes | Strategy | This error states that there is a problem with a recovery value in a particular block and it is causing no tonnes to be received by the Mill. To fix the error, go to this block and edit the recovery value. |
| Sequence contains no matching elements | Strategy/Origin | This is a synchronization issue. The engine is looking for an item in a list that does not exist. In most cases, to fix this error, open the setup and open each tab to make sure that the most current information is being used. |
| The key rehab was not found in the OreData FloatColumns | Strategy | This is a software error where during the upload process, the block model has been compressed to exclude the variable X. A work-around to this problem, is to add the variable to the Reporting section before submission |
| Key not present in dictionary | Strategy/Origin | This is a synchronization issue. The engine is looking for an item in a list that does not exist. In most cases, to fix this error, simply open the setup and open each tab to make sure that the most current information is being used. |
| Object reference not set to an instance of an object | Strategy/Origin | This is a synchronization issue. The engine is looking for an item in a list that does not exist. In most cases, to fix this error, simply open the setup and open each tab to make sure that the most current information is being used. |
| Index was outside the bounds of the array | Origin | This is a synchronization issue. The engine is looking for an item in a list that does not exist. In most cases, to fix this error, simply open the setup and open each tab to make sure that the most current information is being used. |
| Index was out of range. Must be non-negative and less than the size of the collection. | Origin | This is a synchronization issue. The engine is looking for an item in a list that does not exist. In most cases, to fix this error, simply open the setup and open each tab to make sure that the most current information is being used. |
| You have exceeded the maximum period setting (maximum periods allowed = 300) | Strategy | Calculate the expected number of periods required by dividing the total pit tonnes by the limiting processing factor. If this number is greater than what you have set at present, adjust your maximum periods value accordingly. For more information, view the explanation below. |
Calculating the Expected Number of Periods for a Setup
Before submitting a job to the server, we advise that you calculate the expected number of periods to process the total number of pit tonnes in a setup. Here is a worked example.
-
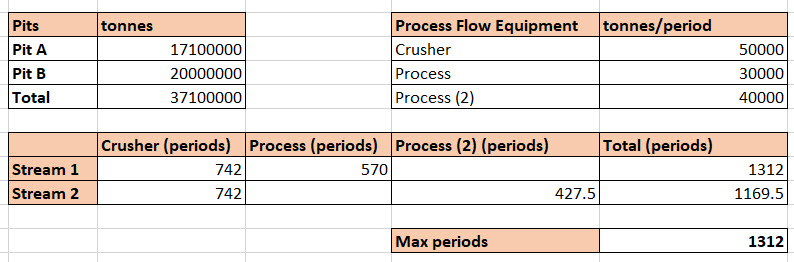
Enter the total number of pit tonnes per stream in a Microsoft Excel spreadsheet. This can be worked out by dragging your models into an empty pivot report.
-
In the same spreadsheet, enter the capacities for each processing equipment. These values are retrieved from the Calendar.
-
For each piece of equipment, calculate the number of periods required to process the maximum total pit tonnes. This is done by dividing the pit tonnes input by the equipment capacity. For simplicity, in each stream, it is assumed that all possible tonnes are going to one process (a maximum value is being calculated).
-
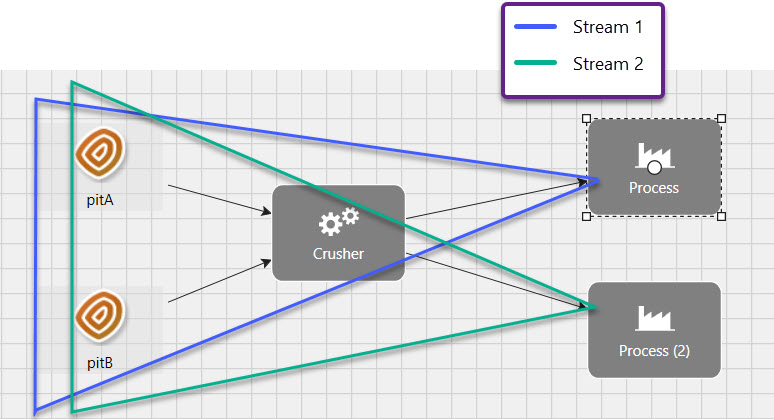
In the example, each stream is processes by two sets of processing equipments. To get the maximum number of periods required to process each stream, add the periods required to process the pit tonnes using the first set of equipment to the periods required to process the pit tonnes with the second set of equipment. The largest value of all the streams will be the expected maximum number of periods to process the pit tonnes.